不锈钢丝网如何焊接
![]() system
·
浏览 1073 ·
点赞 0 ·
评论 0 ·
3年前 (2023-05-25)
system
·
浏览 1073 ·
点赞 0 ·
评论 0 ·
3年前 (2023-05-25)
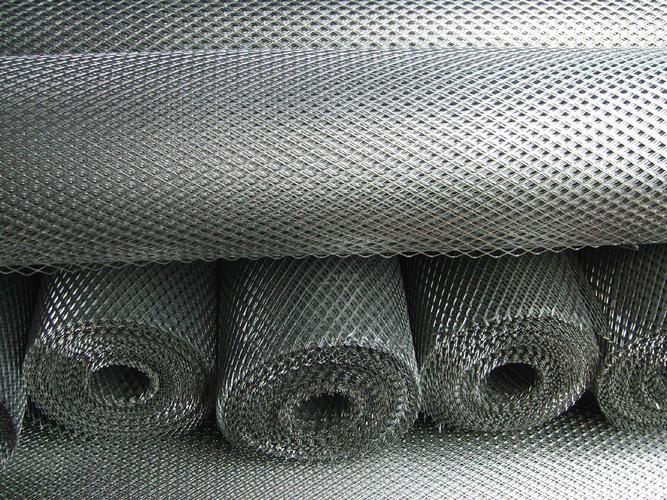
不锈钢丝网如何焊接?
对相关304不锈钢丝网类制品进行焊接时:由于不锈钢本身所具有的特性(例如304不锈钢的热膨胀系数是低碳钢和高铬系不锈钢的1.5倍;导热系数约是低碳钢的1/3,而高铬系不锈钢的导热系数约是低碳钢的1/2;电阻是低碳钢的4倍以上,而高铬系不锈钢是低碳钢的3倍。),防锈过滤网现货供应,与普碳钢相不锈钢的焊接有着其特殊性,防锈过滤网大量批发,更易在其焊接接头及其热影响区(HAZ)产生各种缺陷。特别注意这个焊接。对于不锈钢丝、不锈钢丝网等焊接材料,必要时也进行脱脂、除鳞,以提高焊接质量。
氩弧焊工艺是深加工不锈钢网产品中常用的焊接工艺。氩弧焊是一种气体保护焊接技术。就是在电弧焊的周围通上保护性气体氩气,新余市不锈钢丝网,以将空气隔离在焊区之外,防止焊区的氧化,以双面成形的目的。其技术特点是焊道背面充氩,小电流(一般焊接电流在60A左右,电流大小可手动调节),短电弧(电弧电压在10V以下,电压一般不可调节),焊接过程摆动要利用锯齿形摆动方式,层间温度尽量地,焊缝颜色以白黄为标准,氩弧焊焊枪角度于前进方向成90度及以下角度,对口间隙控制在2mm左右。
电焊不锈钢丝网,不锈钢电焊网,信阳市不锈钢丝网,不锈钢电焊筛网等,它是通过全自动不锈钢排焊机生产的。不锈钢电焊网的生产是利用电阻焊原理完成不锈钢网的焊接:其电路是闭合的,使得在整个闭合电路和电流处处相等;但各处的电阻可是不一样的,白城16目不锈钢丝网,特别是在不固定接触处即电焊网机的柱头处的电阻大,16目不锈钢丝网商,这个电阻在物理中叫接触电阻。根据电流的热效应定律,Q=I^2;×Rt可知,在电流相等的情况下,电阻越大的部位发热越高,电焊在焊接时柱头电阻大,则在这个部位产生的电热自然也就多,18目不锈钢丝网批发,当柱头将横径纵径压在一起时释放出很大的热量,使得横径纵径瞬间溶解粘结。由于全自动排焊机是一排柱头时进行,18目不锈钢丝网多少钱,故电焊不锈钢丝网的生产效率。
不锈钢网滚焊技术,又称接缝焊接,是利用一对滚子电代替圆筒形电进行点焊。焊接的工件在滚轮之间移动,产生互相重叠的熔芯的密封焊缝,以焊接工件。方法。一般采用交流脉冲电流或调幅电流,不锈钢筛网,也可用三(单)相整流、中频、高频的直流电流。滚焊应用不锈钢圆孔筛网、不锈钢过滤网筒、较高目数不锈钢丝网的对接或缝接环节,是不锈钢网深加工的一种常用技术。
在不锈钢过滤器的生产中,不锈钢筛网丝网报价,常用到一些过滤精度细密的不锈钢过滤网的焊接工艺,由于这些不锈钢丝网大多网面轻薄,故需要定位的焊接工艺得以完成。而等离子焊就是这样一种焊接技术:等离子弧是离子气被电离产生高温离子气流,不锈钢筛网丝网厂家,从喷嘴细孔中喷出,经压缩形成细长的弧柱,其温度可达18000-24000K,高于常规的自由电弧,湖北不锈钢筛网,如:弧焊仅达5000-8000K。由于等离子弧具有弧柱细长,能量密度高的特点,不锈钢丝网滤筒,因而在不锈钢网焊接领域有着而特殊的作用。

猜你喜欢



发表评论
电子邮件地址不会被公开。 必填项已用*标注


您必须 登录 才能发表评论!